A Recipe or ‘heat profile’ is a system of applying energy to the product to make it boil dry.
The Recipe is often automated in a series of steps because the product will need different amounts of energy at different times. These steps are time blocks and each block (or step) can be set at a different temperature. Steps are linked together so that when one step is completed the next step starts, until all steps are completed.
The control system will start the recipe you have selected when the conditions are safe in the drying mode. It looks at the temperature values and time; and progresses from the first set point temperature to the next over the time that you have set in that step. Some systems can have as many as 11 steps but you don’t need to use them all. If there is no time set in a step the control system will advance to the next step, and so on until the recipe ends.
Setting these values is done in the recipe editing page on the HMI touch Screen. We deal with setting a recipe on page 4. First we need to understand what is happening inside the dryer and how to determine the right values to make a recipe successful.
Temperature Specifications
The Freeze Dryer has been selected because the product form is heat sensitive and we must recognise the maximum and minimum specifications of the product and the freeze dryer.
Most sensitive products have a maximum temperature that they can withstand without degrading in performance value – that might be a nutritional value or a viable cell count of living organisms, or it might be complex solution that will de-nature at moderate temperatures.
The temperature specifications of the freeze dryer are generally based around the practical engineering limits which are the shelving temperature and the Ice condenser temperature.
General Purpose Dryer: -40 SST Ice Condenser -20°C/ + 60°C Shelf temperature
Low Temperature (LT): -55 SST Ice Condenser -35°C/ + 60°C Shelf Temperature
Pressure specifications
It should also be noted that the actual product temperature can and will be affected by the vacuum pressure while ice remains inside the product. This is because the science behind the freeze dry process is affecting the boiling temperature of the moisture trapped as ice inside the product. Therefore if the pressure reduces - then the boiling temperature reduces. Because our working vacuum pressure is very low the boiling temperature of water is very low (below 0°C) so the moisture stays frozen and will maintain the balance of pressure/temperature known to science as the saturated water vapour table. Our working conditions allow a pressure of 1 mbar inside the chamber which relate to a boiling point of -20°C for saturated ice vapours.
- mbar pressure = -20°C boiling temperature
- 0.5 mbar pressure = -27°C boiling temperature
- 0.2 mbar pressure = -35°C boiling temperature
The difference between shelf temperature and product temperature
We have established that product containing ice inside our vacuum chamber can change temperature if the surrounding pressure changes. It can get colder if the pressure reduces and it will get warmer if the pressure increases.
This is true only when enough ice is present inside the product. Once the ice has boiled to nothing, there is no way to keep the product cold and we see on the temperature graphs that the product starts to leave the sub-zero temperatures and now starts to absorb the energy by conduction and radiation from the shelf, through the tray material, and into the product now as sensible heat which warms the product.
Through the primary drying we have applied sublimation energy that has been absorbed as latent heat allowing a change of form from ice to vapour without a change in temperature (assuming no change in pressure) but when the ice has gone we see the energy warming the dry product.
The vapour pressure tables no longer apply as there is not sufficient saturated ice left in the product to keep it cold and we now leave the primary drying phase.
Through this whole process we have used a recipe to control the shelf temperature – slowly adding heat to gently boil the ice locked inside the product. The heat is sublimation energy and is adsorbed in the primary drying phase without any change of product temperature. We start with low amounts of energy and the shelf temperature warms but the product stays at a temperature relative to the surrounding pressure.
There has to be a temperature difference between the shelf (being warmer) and the product (being colder) - for this energy to flow.
The initial temperature difference does not need to be a lot because there is an easy path for the energy but as the closest product dries it forms a barrier (insulation) and more energy is required to maintain the sublimation effect. In mid drying it is quite normal to see >50 deg. difference between the product and the shelf temperature!
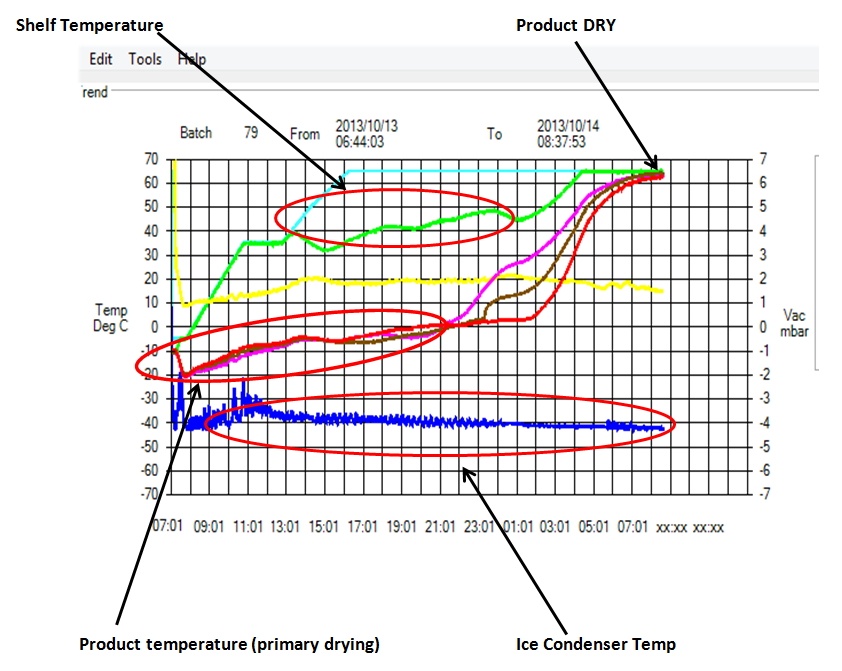
TREND LOG OF TEMPERATURES

The example above is a trend log of a robust product that is pushed hard and uses the vacuum pressure feature to reduce the applied sublimation energy when the vapour pressure increases to within set values (step three).
- The Green line is the shelf temperature (sublimation energy).
- The Red, Brown, and Purple lines are product temperatures.
- Product is dry when the product temperatures are the same as the shelf temperatures.
In this example the freeze dryer has a heavy loading and the product is not temperature sensitive in secondary drying and the final recipe temperature is +65°C!
We can use high shelf temperatures to accelerate drying speeds in some steps then ramp the temperature down before the product temperature reaches its desired final temperature.
The example below shows a step change after the product is dry and could be optimized to step down in temperature earlier to avoid higher product temperatures.
The ramp rate of the recipe is faster than the machine can keep up with and the trend log shows a difference between the recipe setting and the actual shelf emperature. The initial energy increase caused an increase in vapour pressure causing a rise in product temperatures, but the control system limited the input of heat until the Freeze dryer recoverd.

We now understand that a recipe is a regulated heating pattern to enable sublimation of ice that dries the product. The speed needs to be regulated because the shape and form of the product will allow an easy release of surface vapour but as the outer layers dry they offer a resistance to the energy and more energy is required to penetrate deeper into the product. The Cuddon system offers a pressure override if this energy is applied too quickly, but we need to consider the maximum temperature we set so that the dry product is not subject to excessive heat.
We add steps to progress the heating and long steps can be broken down in smaller parts so that you could advance through parts of these if drying was faster than expected ( smaller loads/ change to product specification. In the standard Cuddon control package there are 11 steps with a starting point (step 0) and a final temperature (end temp) to tell the control system where to begin and what to end with.
Typically, a recipe starts with a temperature in the range of -20~-15°C
Developing a Recipe
The shelf temperature throughout the process is controlled by the Recipe – slowly adding heat to gently sublimate the ice in the product. There needs to be a temperature difference between the shelf and the product for this energy to flow. The energy will flow from the warm shelves to the cold product, driving the sublimation process.
At the beginning of the cycle the energy requirement is low, because the energy passes easily from the shelves to the product. As the outside layer of the product dries, it forms a barrier (insulation) and more energy is required to maintain the sublimation effect. In mid-drying it is quite normal to see >50°C difference between the product and the shelf temperature.
The times and temperatures required are product specific, but can be generalised based on the type of product you are drying.
Recipe steps should be set up to input the desired amount of energy over a certain time frame. A low temperature gain over a longer period will add heat slowly, and a higher temperature gain over a shorter period will add heat more quickly.
Steps are added to progress the heating and it’s possible to advance through steps if drying is faster than expected. In the standard Cuddon control package there are 11 steps with a starting point (step 0) and a final temperature (end temp) to tell the control system where to begin and what to end with.
Typically, a recipe starts with a temperature in the range of -20°C to -15°C.
If heat is added too quickly, the ice coil won’t be able trap all the ice vapour and the chamber pressure will rise. The control system will automatically reduce the heat input until the vacuum is under control again.
EXAMPLE OF RECIPE STEPS
|
Step # |
Temp (°C) |
Time (min) |
Comment |
|
0 |
-20 |
|
Starting temp for first ramp |
|
1 |
-10 |
120 |
Will take 120min to ramp from -20°C to -10°C (5°C/hr) |
|
2 |
10 |
180 |
Will take 180min to ramp from -10°C to 10°C (6.7°C/hr) |
|
3 |
60 |
300 |
Will take 300min to ramp from 10°C to 60°C (10°C/hr) |
|
4 |
40 |
120 |
Will take 120min to ramp from 60°C to 40°C (10°C/hr) |
|
End Temp |
40 |
|
If the time on the above steps runs out, dryer will maintain 40°C until interrupted |
For more information about our freeze dryers, please use the link below
